
ȫ�Զ�Ӳ���ҷۼ���װ��
1. ȫ�Զ�Ӳ�����ۼ���װ���豸����
ȫ�Զ�Ӳ���ҷۼ���װ�������ܷ��Ժá���Ƶ�����١�����ϵͳ��ݡ������ϻ��ʸߡ�װ��ȷ�����С���ܺĵ͡������ߡ���Ʒ������ϵ�л��Լ������͡���С���ŵ㡣��װ����Ӧ��ģ�ߣ����ɳ���00�š�����Ӳ���Һͣ����¡��á��ġ��Ű�ȫ�ͽ��ҡ�NJP-400D������߲���400��������ȫ�Զ�Ӳ���ҷۼ���װ�����������幤λ��Ʊ���ΪԤ����չ��λ����װ����Ӧ��װ�ã��ɵ�����װ�����衢Ƭ����Ҳ����ͬһ����������ۼ���װ���û����ù��˴������������ʽ�ʹ�ӡ�����������Զ���ӡ���ֶ���ӡ������ʱ�ṩ��ǰ�����������ۼơ����ڳ�Ʒ�ʺͳ�Ʒ�ʵ�����˵����
�ɱ�̿�����ͨ�����б�����Ϣ�Ĵ���������ʾ���������ձá����ϵ�����ŵȹ���״̬�����Ҷ����Ϸ۶�������λ�ã�ʵ�ʳ�Ʒ��������Ʒ�ʣ�����ͨ����������ģ����������������������ʧ�����Ϣ����һ�ֲ���������������Ϣ��ʾ���ۺϹ���ϵͳ��
2��ȫ�Զ�Ӳ���ҷۼ���װ���豸�Ľṹ
��1���ۼ���װ���Ĺ���ԭ��
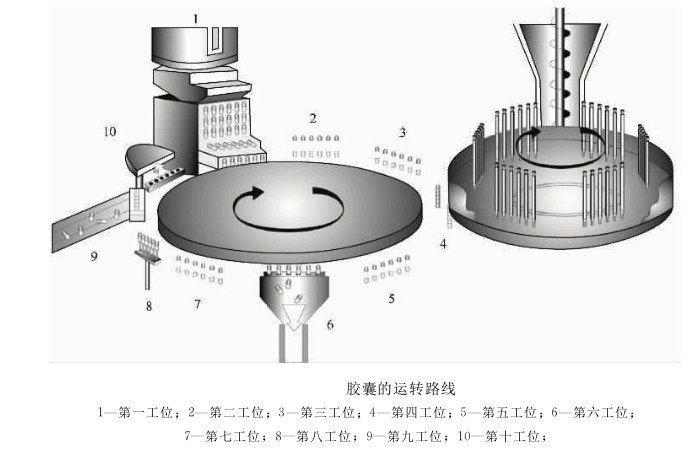
��ͼ��ʾ��������תʱ���ڵ�һ��λ�Ͻ�����Ͱ�ڵĽ��һ������ֱ�������Ұ��ڣ�����ˮƽ��������������ˣ����ɴ�ֱ�漰�������˳��ģ���У�����ñ������롣�ڶ���λ��ģ���½��������˶���������λ��װ����װ�ã��ɹ�װ�����衣���Ĺ�λ�ۼ����ҩ���е�ҩ�۾�����γ���ѹ�������뽺�����С����幤λ��ΪԤ����չ��λ��������λ��������·��ñ��δ�ܷ���IJдν����������������߹�λ���˴���������Ʒ�ʣ���ģ�������˶���ͬʱ�������ڰ˹�λ�����Ƹ�����ʹ�ѳ���Ľ������ϡ��ھŹ�λ�����õĽ����Ƴ����ռ�����ʮ��λ����������ģ�������һ��ѭ����
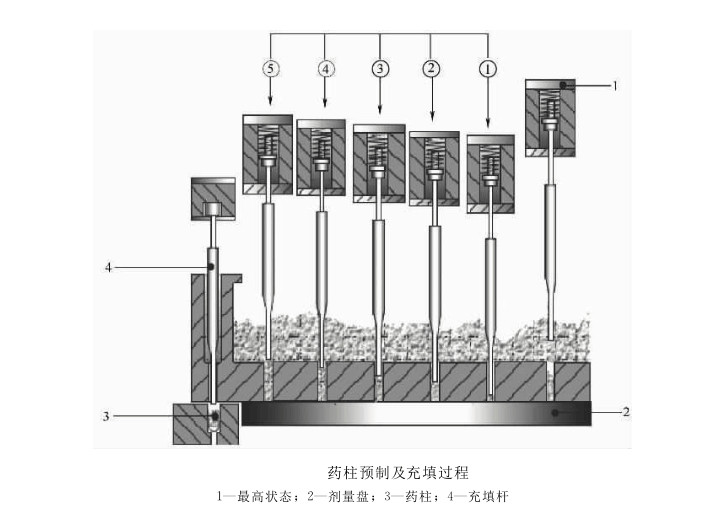
��ͼ��ʾΪ���ҵ�ͷ���̡���ͼ��ʾΪҩ��Ԥ�Ƽ�������̡���ͼ��ΪNJP-400D��ȫ�Զ�Ӳ���ҳ�����Ļ�ת̨�ṹԭ����
(2)ȫ�Զ�Ӳ���ҷۼ���װ���IJ���ʹ��
����������ģ�߸���������Ҫ��������ҹ��ʱ���������ģ�顢��ģ�顢���Ұ塢ˮƽ�桢��ֱ�桢�����顢����˺ͼ����� ��00����000�����һ���������ҡ����Ҷ��룩��
�� �ϡ���ģ������������ɿ���ת̨�ϸǰ�����ݶ���ȡ���ϸǰ壬���ɿ���ȡ���ϡ���ģ��Ľ����ݶ�������ȡ���ϡ���ģ�顣Ȼ��װ���������һ�����ģ�飬����ģ�������λ�������������������λ������˿š������������װ��ģ�飬ÿ���ϡ���ģ���ͬ�Ķȶ�Ҫ�ڵڰ˹�λ��У������ģ����Ը˷ֱ����ģ��������������ģ����У���ϡ���ģ�����ͬ�Ķȣ���š���ݶ���Ҫ��֤���Ը����ϡ���ģ����ת������ͼ��ʾ������ʱҪע�⣺����ģ��ʱҪ���ֱ�ת��������ת��ǰ����ȡ�����Ըˣ�
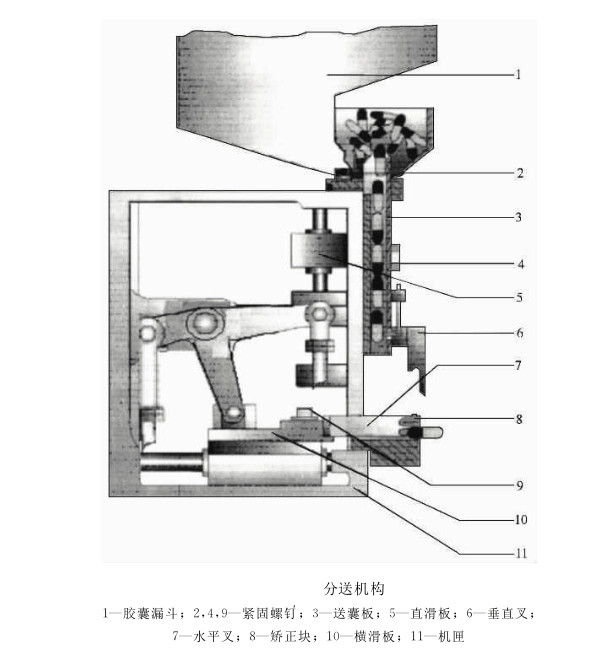
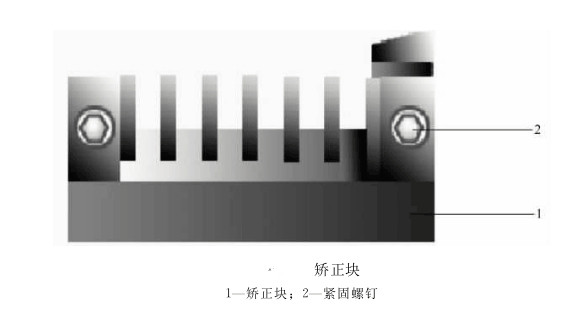
�� ���Ҳ����ĸ��������ͻ����ͽ�����ֱ���ͼ������������ͼ������������ʾ��
a��ж���ɿ�����©�������������ݶ�����ȡ���ݶ���©�������ֱ�ת��������ᣬʹ���Ұ����������λ�ã�š�����Ұ��ϵ������̶��ݶ���ȡ�����Ұ壻š�½������ϵ����������ݶ���ȡ�½����飻š��ˮƽ���ϵ��ݶ���ȡ��ˮƽ�档
���������װ��������������λ����ϻ�ϵ�������λ�����ݶ�š������ˮƽ���ϵ��������۶��Ử���ϵ������������ںỬ���ϣ���������������Ӧ�Ľ������λ�ú����ݶ�š�� ��һ����ָˮƽ���˶�ʱ�������岿����������������棩�������Ұ�ͺ��һ�������λ��ֱ�����ϵ���������λ�����ݶ�š������װ�Ͻ���©��š���ݶ� ����װ©��ʱע�ⳤ���ۺ����Ұ��ܱ�϶�ľ��ȣ����������Ҳ�������©�����һЩ�ս��ң�������ձã����ͷŽ��һ��������ֱ�ת��������ȷ�Ͻ��Ҳ��ͷ����Ƿ�������
�� �����������˵ĸ���������װ�á�����װ�úͼ���װ�õ����������ֱ�������ʾ��
���ɿ������ݶ����������ɵ�������ҩ���϶� ��
������������ȥҩ�ػ��ڵ�ʣ��ҩ�ۣ�
�����ֱ�ת��������ᣬʹ������̴������λ�ã�
��š��ȡ�¸�����ĸ��˳ʱ����ת��ť ��ͼ��������������ʹѹ�塢����г�������������
���£�
�彫�г����·��г���Сѹ���ݶ�ж�£�ȡ�³���ˡ���������˺�ѹ��Сѹ�壬š���ݶ���װ��
�������ϳ�����壬š��ʢ�ۻ��ǰ����˵���ֻ�����ݶ������ֱ���Ӧת����������ɿ��̶�ʢ�ۻ����ĸ������ݶ�����ʢ�ۻ��ǰ��������������һ��Ӳ���ȡ��������ж��������̣�
����ר�ð���ж���������̼����̵��ݶ�����ȡ�¼����̣�
�轫�����ڵ�ҩ������ɾ���װ��Ҫ������һ���ļ����̣����������ݶ�װ�Ϻ�Ҫš����
�����ֱ���Ӧת���������ʹ��������½������λ�ã�������������У���˷ֱ���������̵Ķ����ͬλ�õĿ��У���ʱҪ��ϸ������ת�������̣�ʹУ����˳���ز�����У�Ȼ��ϸ�ĵ��ֻ�š�������ݶ������̺����У���˲���˳����������̿ף��������µ�����ʾ������ֱ��˳������Ϊֹ��
�꽫ʢ�ۻ��ǰ�һ��Ӳ�����룬��װ��λ�����ֱ�ת�����������ĸ��̶�ʢ�ۻ����ݶ�����������ļ����̱�ԭ�����̺�ʱ��Ҫ�Ƚ��ַ������ϵ�����
��š���ǰ�̶��ݶ�������ϸ�����ַ����ĸ߶ȣ�ʹ�ַ���������̵ļ�϶��0.05����mm֮�䣬Ȼ��š��������ĸ��
�찴ԭλ������˺ͼг�����ѹ��װ�ϣ�����������ĸš����
��������
����Ѹ�ݻ�е�豸����˾������2006�꣬רע�ڰ�װ����װ�������������2008������˼��϶�̩��е��������˾������װ��е�豸����װ��������װ��е����ơ��з����������죬���˹�˾ͬʱӵ�С�Ѹ�ݻ�е���͡���̩��е������Ʒ�ơ�
�鿴����������Ѷ
��ϵ����
- �����г��������ҵ��10��
- 0531-88908865��88906638
- 1048413544@qq.com
- www.xunjie.cc/
