
等压灌装机技术
一、等压灌装机原理
一般是在贮液箱中保持一定的灌装压力,当待灌容器进入灌装机后,先对容器充气,气体可以是压缩空气,也可以用二氧化碳气,以二氧化碳气为好。当容器内压力和贮液箱压力一致时,即随料液的自重通过开启的灌装阀灌装。在灌装过程中,容器内的气体要顺利地导出,回到贮液箱内或气室内。
二、等压灌装机的工作过程过程
目前,在汽水、小香槟及啤酒的灌装中,大多是采用等压灌装机,等压灌装机的工作过程如图所示。
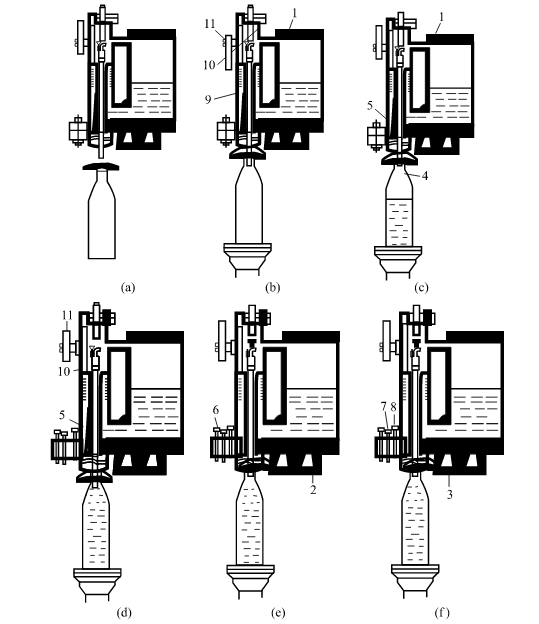
(1)初始位置:瓶子还未接触灌装阀,所有的气体和液体通道都处于关闭状态。
(2)充气反压:瓶子和灌装阀罩一起上升到预定位置,这时回转拨叉11将充气阀10打开,压力气体从环形贮液缸1通过充气通道9进入瓶子。
(3)注液回气:当瓶内压力达到贮液缸的压力时,液阀5自动打开,料液须由分流伞沿瓶壁流下,同时,在瓶内被置换的压力气体通过回气管4返回贮液缸1,当瓶内液面达到回气管的下端口时,注液结束。
(4)阀门关闭,回转拨叉11将压力气体阀和液阀5关闭。
(5)充气:顶部充二氧化碳阀6打开,二氧化碳或其他惰性气体从环形槽2充入瓶中,将瓶颈处空气赶走。
(6)压力释放:压力释放阀7打开,瓶中的压力经过在压力释放通道中的针阀8,逸出至环形槽3。
三、等压灌装机的主要机构
(一)送瓶与升降瓶机构在自动灌装机中,由于灌装阀是以一定的间距排列,且连续运转,所以要设立适当的送瓶和升降瓶机构,以保证瓶子的输送、升降和控制灌装阀的动作。
1.送瓶子机构常用的连续送瓶机构有皮带输送和链输送。为了使瓶子间保持适当间距送进灌装机,目前各采用四爪式拨轮和螺旋输送器。
(1)圆盘输送机构 图2-39(a)所示为圆盘输送机构工作原理,瓶子1存放在回转的圆盘2上,借助惯性及离心力的作用,移向圆盘边缘,边缘设有挡板3,挡住瓶子以免脱掉,在圆盘一侧,装有弧形导板4,它与挡板3组成导槽,经螺旋分隔器5整理,进行等距离排列,再由爪式拨轮6拨瓶进灌装机工作台进行装料。
(2)链板、拨轮式输送机构 图2-39(b)所示,为链板、拨轮式输送机构工作原理,由洗瓶机经清洗检验合格的瓶子,再由链板式输送机1送入由四爪拨轮2整理分隔排列,沿定位板3进入灌装机4、灌装后经由四爪拨轮5拨出,再由链板式输送机1完成送瓶工作。
从洗瓶机出来的空瓶,经输送带传送,在进入灌装机前,要给予它们适当的间距与速度,为了使瓶子能够顺畅而又连续地导入,螺杆前端的外廓宜呈截锥台形。但这引起该段螺旋槽不仅变浅了,而且螺旋角也变大了。在这种情况下,为了改善进瓶的平稳性,防止倾倒,该段采用等螺距,从而使瓶速可均匀。而在后段,因为拨瓶星轮的节距远大于瓶子的外径,所以要采用变螺距螺杆,以便通过等加速办法逐渐增大进瓶的速度和间距,并在同拨瓶星轮衔接的部位达到完全的同步。
为了防止过载,不致挤坏瓶子,螺杆驱动轴上可装爪式安全离合器。当瓶子直径超过允许值时,将侧向导板顶开,碰动微动开关,传送将立即停止。有时在拨瓶星轮轴上装有爪式安全离合器和微动开关,一旦过载则离合器脱开,碰动微动开关,使拨瓶星轮也立即停止传动。拨瓶星轮一般由上下两片组成,片间距及缺口半径以能平稳地输送瓶子为原则。
2.升降瓶机构
常用的升降瓶机构有凸轮式、气动式和凸轮 气动综合式。
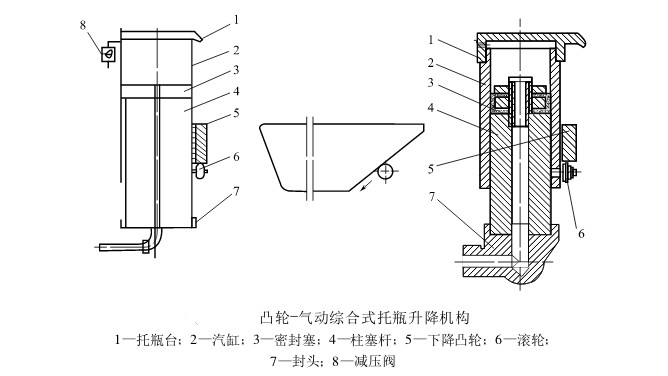
(1)凸轮式升降瓶机构如图所示。
在自动灌装机中,一般是采取将灌装阀中的灌装嘴插入瓶内的方式,以减少物料的流失,保证灌装顺利进行。瓶与灌装嘴间沿其轴线方向的相对运动,按装料灌注工作程序的需要,通常采用升降瓶子的方法来实现,也有升降灌注嘴的。装料瓶按照自动灌装机的装料工作要求,由送瓶机构送到灌装机回转圆盘上的托瓶台上,而后,托瓶升降机构按装料灌注要求设定的程序,将瓶托上升,灌注嘴插入瓶中装料灌注。装料到达要求时,装料瓶降落与灌注嘴脱离开,当运转到卸瓶工位时,由相应的装置将装好物料的瓶自托瓶台卸下,输送去封口。对于托瓶升降机构,要求运行平稳、迅速、准确、安全。结构简单、可靠。
(2)气动式升降机构 气动式升降机构的托瓶台的升降是靠压缩空气完成的。压缩空气的压力一般为 0.25~ 0.4MPa。如下图所示为该机构的结构。
由图中可以看到,当控制碰块使阀门6关闭,排气阀门8开启时,压缩空气将自下部进气管5进入到汽缸1中,活塞2受到下端压力气体的作用向上运动,托瓶台4及其所承托的瓶子向上升起,在此过程中装料灌装阀于相对运动中插入瓶内,以便进行装料灌注工作。装料完毕后,控制机构关闭排气阀门8,开启阀门6,压力气体自活塞2上端引入汽缸1中,活塞2上端面压力大于下端面压力,加上活塞2、连杆3、托瓶台4及已装物料的瓶子等所受重力的作用下,托瓶台迅速下降到与灌装机转盘台平面等高的平面上,再由排卸装置将装料瓶自灌装机转盘上排卸出去进行压盖。阀门6与排气阀门8通常用凸轮式碰块及转柄进行控制。在灌装机工作运转中,由设置的程序凸轮碰块作开或关的操纵控制。气动式托瓶升降机构能实现快速托瓶升、降要求,耗费时间较短,虽然运行不够平稳,但它可以利用气体的压缩性实现缓冲,使机构在托升装料瓶中不致造成损坏,因而得到相当广泛的应用。此种机构除图所示外,还可以设计成其他的结构形式,但应注意解决防止物料及其他异物进入汽缸中的问题。
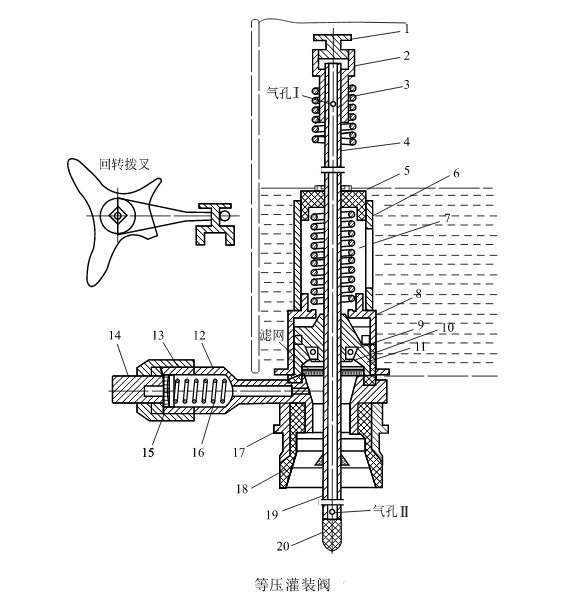
(二)等压灌装阀 一般把从贮液缸的料液,定量地灌入瓶罐容器的这一套机构,称为灌装阀。它是灌装机的关键机构,其性能好坏直接影响灌装机性能。因为它除了完成定量地将料液装入容器这一工作外,往往还要被依靠来实现一些工艺上或操作上的要求,如灌装时或灌装后不冒泡,无瓶(破瓶)不灌装等。等压灌装阀的种类很多,这里介绍几种常用的等压灌装阀。下图所示为气阀式等压灌装阀(Ⅰ)结构示意图。灌装阀由气阀、注液阀及装料瓶口的定位密封头等部分组成,且通过阀座固定安装在贮液箱底部。灌装阀的工作,由按照装料灌注工作程序要求配置的装置所控制。控制装置包括控制气阀启闭的回转拨叉及控制排气阀开闭的顶销14的挡块。
工作过程为:在没有装料瓶或装料瓶与贮液箱之间未能建立等压条件时,注液阀在贮液箱内气体压力、液体压力及本身重力等作用下,阀芯9上的密封圈10与阀芯座11保持密封状态,注液阀被关闭,弹簧7受压缩。当灌装机运转时,装料瓶由升降装置推动托瓶台顶升,当瓶口与灌装阀上定位用弹性胶18构成密封时,回转拨叉在挡块作用下,将气门套2往上提升,开启气门通道,贮液箱中压力气体通过上部气门芯1、上通气管4及通气管19上的通气孔Ⅱ注入瓶腔内,形成装料瓶与贮液箱间的等压状态。在待装料瓶腔中压力升高到与贮液箱等压时,阀芯9受到向上的反压力使弹簧7所受压力减小,致使注液阀被打开,贮液箱中料液在等压状态下灌注入装料瓶中。瓶内的压力气体随液流灌注入瓶中,经下部气孔Ⅱ、上通气管4、通气管19及上部气孔Ⅰ流回贮液箱中。
关于我们
济南迅捷机械设备有限公司成立于2006年,专注于包装、灌装生产解决方案。2008年成立了济南东泰机械制造有限公司主攻包装机械设备、包装机器、灌装机械的设计、研发、生产制造,至此公司同时拥有“迅捷机械”和“东泰机械”两个品牌。
查看更多联系我们
- 济南市长清国际企业港10栋
- 0531-88908865、88906638
- 1048413544@qq.com
- www.xunjie.cc/
